Авторский сайт, посвященный устройствам, которые вы можете собрать сами в домашних условиях. Не стесняйтесь, присоединяйтесь к обсуждениям на форуме, задавайте вопросы, предлагайте свои идеи.
Главное меню
Вы здесь
Сварка AC-DC-TIG/MIG-MAG, Часть 2.
пт, 21/09/2012 - 20:16 — Petrovich
 По поросьбам отдельных пацанов....
По поросьбам отдельных пацанов....
Автор SEM_SOFT
Собственно начинал и делал этот БУ совсем для другого проекта, с год назад, для DC-DC полумоста с расщепленной первичкой.
Чистая поцикловка, но с прививкой от бздрыков, коими страдают все двухтахтеры с поцикловкой. Потом решил приспособить сие деяние для варилки из соседней теме. Нормально вышло. Сила из соседней ветки совместима на 100% с этой управой . Эту управу туда и воткнул, с минимальными схемными переделками и с некоторой рихтовкой кода. Собрана по сути на одном процессоре, AT90PWM3b. Чип неплохой, есть конечно куда лучше , но он шырпотреб, стоит тры-чатыры барика, кроме самой считалки-решалки там есть аппаратура, фактически та же что и в традиционных ШЫМ контроллерах и даже думаю что много чего получше. Так что без , ставшего уже традиционным , паровоза - процыка и ШЫМ контроллера. Вид БУ - на фотке. Возможностей вида поболее чем в соседней ветке, да наверна и удобнее.
Основные отличия:
1. ТИГ АС и DC имеют независимые настройки по слоуп ап - слоуп даун. В старой управе меня иногда напрягало, когда если требуется подкрутить слоуп даун на АС, то надо было переключаться в режим DC. Потом назад, забыл щёлкнуть, запалил дугу на люмене в DC моде и получил чёрное пятно.
2. Добавлен импульсный режым для обоих ТИГов. Настройки его тоже независимая. Очень полезен для тонких деталек, для алюминия в первую очередь. Кто начинал учиться варить алюминий, тот знает ситуацию - начинаеш варить - ток вроде маловат, алюминий быстро отводит тепло от места сварки. Потом вроде процесс кое-как пошёл. Проходит сек 5 -10, деталька если мала, набрала тепла и деваться ему уже некуда, шовчик расползается, надо скидывать ток или тушить дугу. Дистанция канешна помогает, но ей не всегда удобно пользоваться. С приходом опыта, это дело немного нивелируется, но савсем не пропадает. Так что рекомендую.
3. МИГ пульс, думаю очень полезен для спрэй трансфер мода. Там куча настроек. Собственно сам этот режим идёт без коротких замыканий и потому практически без брызг, но возможен только в аргоне или в миксах, богатых аргоном. Спрэй идет на более высоких напругах, и поскольку к томуже не имеет КЗ, то порождает много тепла. Пульс снижает тепловложение в детальку. Загнивающие есчо говорят что пульс трясёт сварочную ванну, улучшает газотделение ну и типа уменьшает порообразование, чем вообщето и страдает МИГ алюминий. Полностью избавится от пор МИГу непросто и думаю что в принципе невозможно. ТИГ рулит в этом плане.
4. Настроек всяких много, почти во всех модых, каждый раз их крутить - порево есчо то. Потому есть возможность набить и сохранить по 20 сварочных программ для ТИГов АC, DC и для МИГ. Есно реюзить их потом в любое время, загружая из еепрома. Для ММА - 4 программы.
5. Прикрутил шурупчиками энкодер. Давно око на них имел, но как-то побаивался самохода тока на переменке. Было такое дело в управе соседней ветки, начинаеш варить на одном токе, а в процессе он ползет или вверх или вниз, пришлось душыть то дело извратами. Но на практике оказалось что если с головой пользовать энкодер, то все нормально. Он с самого начала задуман грамотно. Понравилось, шаг тока один ампер и практически секундная перестройка по всему диапазону. Кнопками так не получится. Резистор-крутёлка - хавно, точность уставки никакая и не дает возможности подгружать программы. 6. Подавалка МИГ со стабилибздоном частоты врящения по противо эдс. Есно скрость подачи сторится как часть МИГ сварной программы. Управление скорости ауто или внутренне. Как то с Петровичем была дискусия на эт тему. Кажыся не закончили. Шо касается спул ганов, стабилибздон особо не нада. Но мож пригодится. Есть кое какеи идеи, и ваще хрен его знает куда жызьнь повернет. Лучше сразу делать по правилам. Не помешает. Сей минипроек делалси для бодиков с подачей на 555 , для толковых знакомых дядек -механикусов. Эти дядьки, гадков с надцать, варют афтосы трёхфазными бодиками , говорят шо получше працесс валит со стабилибздоном. Вот слил праеты, пачти, во едино. Но мож е ишо чего надумаю. Однако думаю что главная управа на пэвээм точна не изменится, там все оч оптимально, в плане задач и возможностей чипа. Выше крышы не прыгнеш. В целом вроде все. Мож што забыл. Будет интерес у абшэственности продолжу. Фотки - рожа и плата. Рожу не критиковать за уёбишны дизайн. Главное шо работает. Плата, процык планар, с той стороны, сфоткать нет возможности, тож дезиггн оставляет лучшего, но работает как часы 
 .
.
Инструкция по калибровке сварочника здесь.
Схема подачи проволоки от автора.
Разводка печатной платы от Pavel
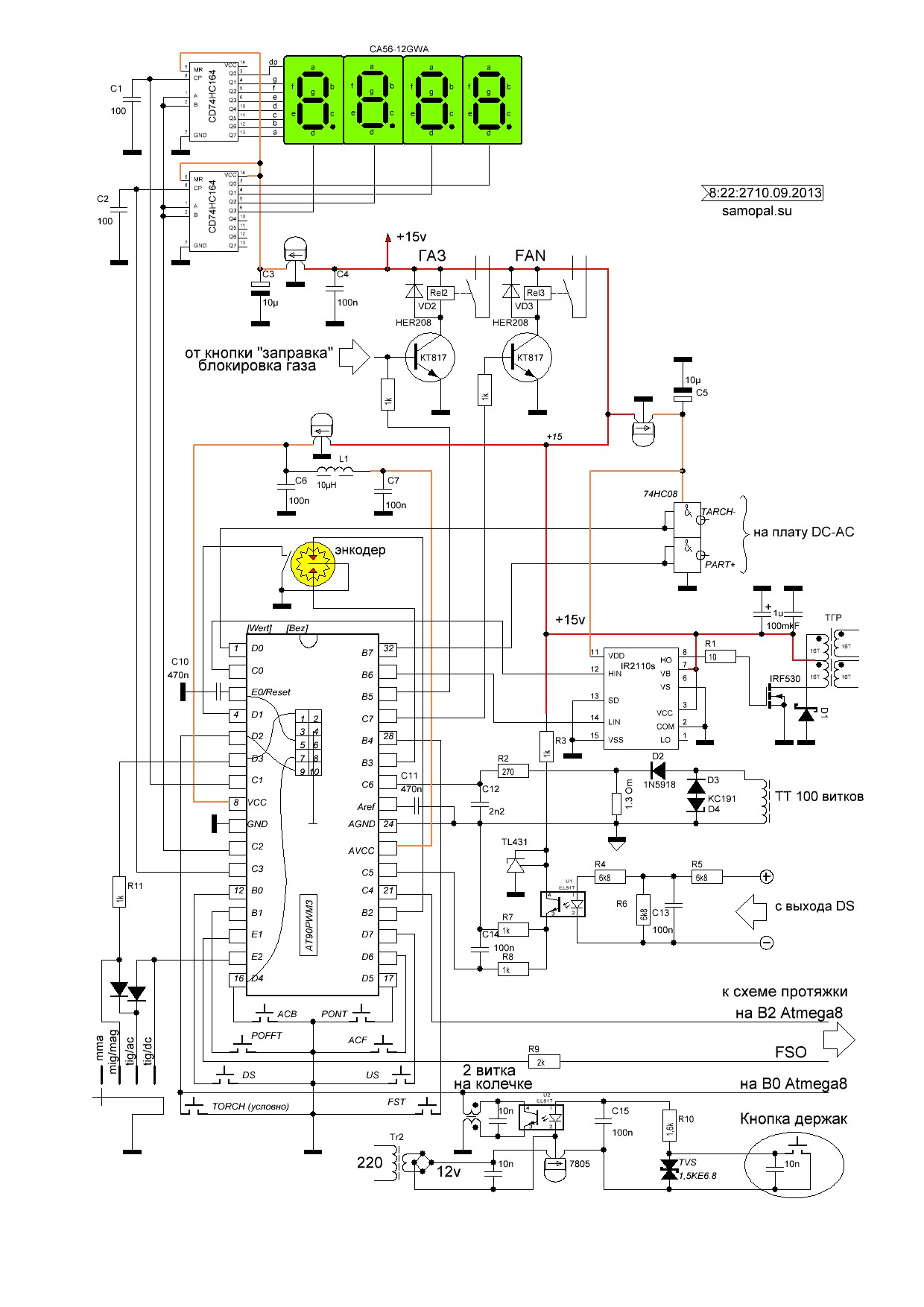
Схема от Петровича, как и у автора разделена на две части.
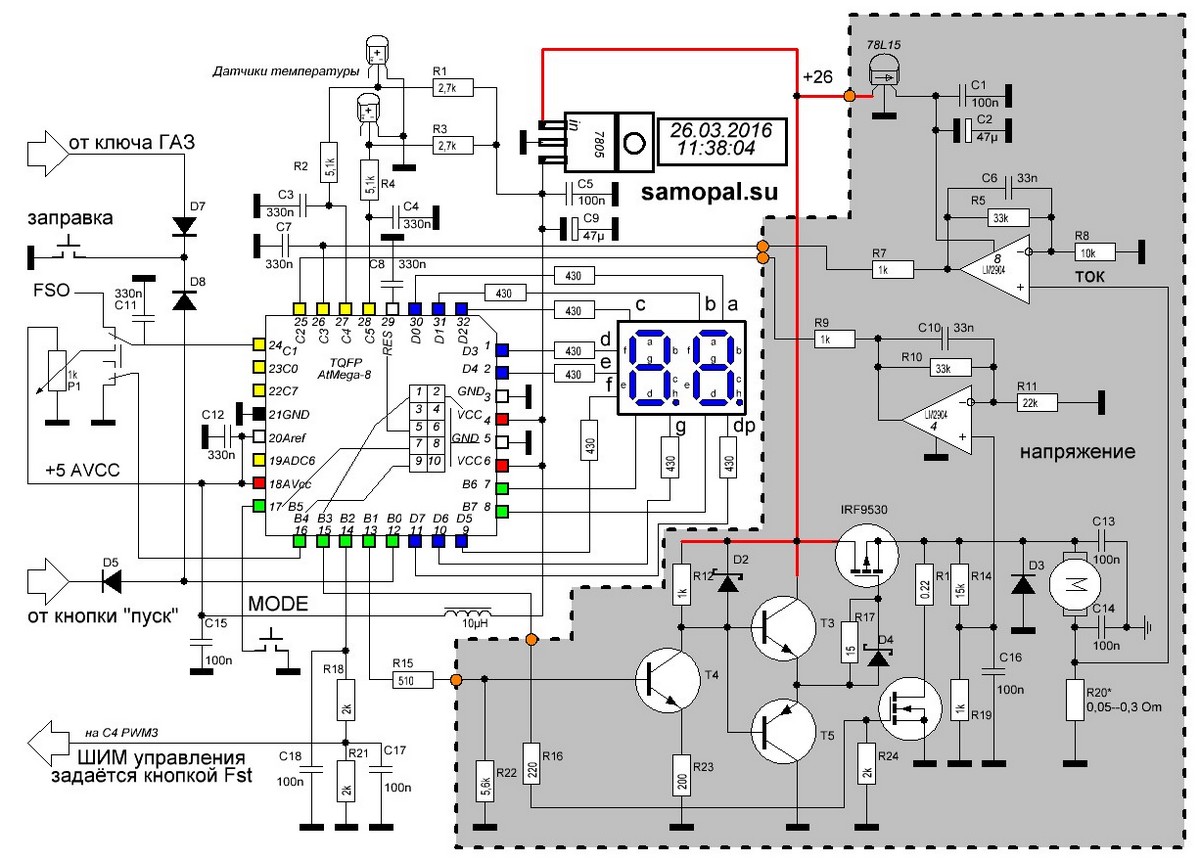
и схема подачи со стабилизацией оборотов двигателя.
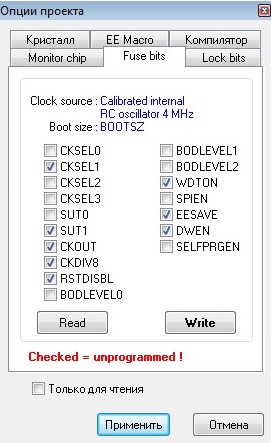
Вариант схемы электронного переключателя режимов работы. Обратите внимание при программировании фузов на надпись Chethet unprogrammed, некоторые программаторы могут работать наоборот.

hex файл к "переключателю режимов" здесь. Изменён 29.04.2013
Разводка ПП блока управления от форумчанина PAVEL, совмещённой с управлением двигателем подачи в формате
Slayout 5 здесь. Изменена 20.04.2013
Вот полезная справка в тему:
kava 15 дек 2012, 00:57
MMA – ручная сварка плавящимся электродом в обмазке.
MIG/MAG – режим полуавтоматической сварки пример:
- MIG – полуавтоматическая сварка, подключаем баллон аргона, гелия заправляем алюминиевую проволочку, варим.
- MAG – полуавтоматическая сварка, меняем баллон аргона на углекислоту, а проволоку на стальную и опять варим.
- MIG-MAG меняем баллон на смесь газов (сварочная смесь на основе аргона, гелия с определенными добавками некоторых газовых компонентов – углекислоты, кислорода, водорода, гелия, азота и др) ставим бобину с нержавеющей проволокой и опять варим.
Ну и TIG_DC и TIG_AC понятно сварка неплавящимся электродом на постоянке и переменке.
MIG/MAG – режим полуавтоматической сварки пример:
- MIG – полуавтоматическая сварка, подключаем баллон аргона, гелия заправляем алюминиевую проволочку, варим.
- MAG – полуавтоматическая сварка, меняем баллон аргона на углекислоту, а проволоку на стальную и опять варим.
- MIG-MAG меняем баллон на смесь газов (сварочная смесь на основе аргона, гелия с определенными добавками некоторых газовых компонентов – углекислоты, кислорода, водорода, гелия, азота и др) ставим бобину с нержавеющей проволокой и опять варим.
Ну и TIG_DC и TIG_AC понятно сварка неплавящимся электродом на постоянке и переменке.